Design for manufacturability also known as design for manufacturing or dfm is the process of designing and engineering a product while consciously evaluating each step of the manufacturing processes to discover efficiencies that will reduce the cost of producing the product.
Dfm for sheet metal stamping.
For the ease of manufacturing multiple bends on the same plane should occur in the same direction.
Avoid large sheet metal parts with small bent flanges.
West coast manufacturing resource provides precision metal stamping.
A final source of guidelines is from industry organizations and books.
Deep drawing metal stamping manufacturing technology is defined as the stretching of sheet metal stock commonly referred to as a blank around a plug.
Using dfm sheet metal design basics makes manufacturing a sure thing instead of crossing your fingers that everything ends up ok.
Miles added that the dfm on many parts boils down to proper tolerancing.
The separate bend forming setup is s ll needed and there is now an addi onal power shearing setup for cu ng the sheet into strips for processing.
The minimum distance that a dimple should be from a hole is three times the material thickness plus the radius of the dimple.
February 26 2019 by admin.
It is always better to specify hole diameters that are greater than the sheet s.
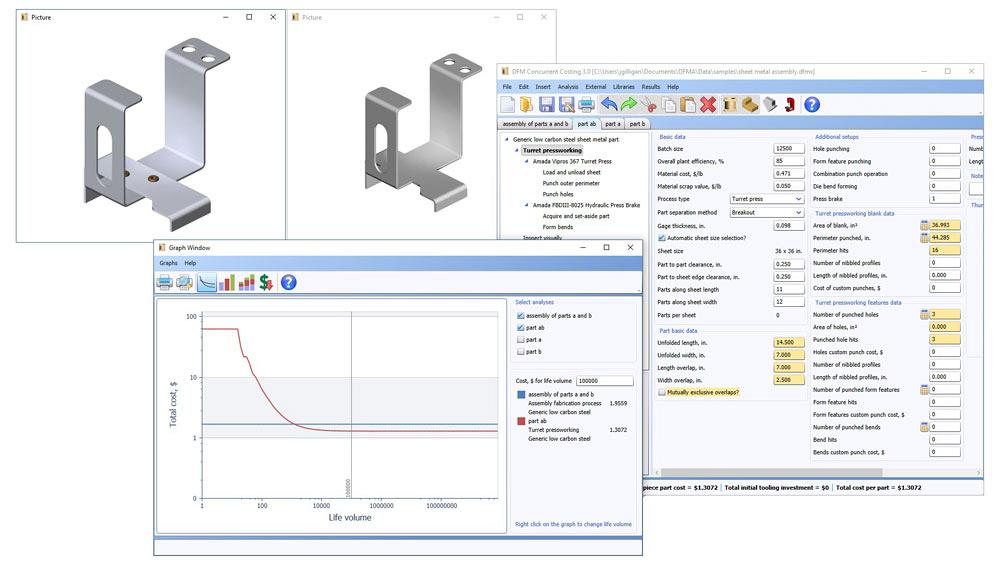
7 sheet metalworking analysis dfma dfm concurrent costing boothroyd dewhurst inc.
This is an example of dfm guidelines for sheetmetal fabrication.
Creating drawings for stamped metal parts or sheet metal.
Design for manufacturability is now a common concept in many industries including sheet metal.
Dfm tips for sheet metal in a sheet metal design specifying hole sizes locations and their alignment is critical.
June 21 2018 by admin.
Design for deep drawing sheet metal stamping dfm.
Dfm a guidelines covering assembly pcb fabrication and assembly machining injection molding casting stamping and sheetmetal are available for license from drm associates.
The maximum diameter should be six times the material thickness and a maximum depth of one half the inside diameter.
There are three setups now.
Engineering your stamped metal parts dfm dfa fea.
The compound die stamping process is highlighted on the process chart.
Located in the golden state serving the.
The edges of the metal blank are restrained by rings and the plug is drawn into a top die cavity to achieve the end shape that is desired.
Many suppliers have developed detailed guidelines based on their process capabilities and tooling.